По назначению инструменты делятся на формообразующие и измерительные. Формообразующие инструменты подразделяются на режущие (резцы, фрезы, сверла, развертки), давящие (штампы, накатки) и ударные (зубила, пробойники).
В свою очередь различают штампы холодного и горячего деформирования металлов («холодные» и «горячие» штампы).
Режущие инструменты, работающие в условиях больших нагрузок, высоких температур и трения, должны удовлетворять ряду особых эксплуатационных требований: твердость материала режущей части инструмента должна значительно превышать твердость материала заготовки, высокая прочность обеспечивает сопротивляемость инструмента деформациям в процессе резания, а достаточная вязкость материала инструмента позволяет ему воспринимать ударные динамические нагрузки, возникающие при обработке заготовок. Поскольку в процессе резания механическая энергия превращается в тепловую, режущая кромка инструмента нагревается до высоких температур.
Условия работы измерительного инструмента приближаются к условиям работы режущего инструмента при легких режимах резания, различие состоит лишь в значительно меньших удельных давлениях на рабочие поверхности. Для разных видов инструмента применяют инструментальные стали разного типа.
сталями называют углеродистые и легированные стали, обладающие высокой твердостью, прочностью, износостойкостью, применяемые для изготовления режущих, измерительных инструментов и штампов.
Основные свойства инструментальных сталей.
Одной из главных характеристик инструментальных сталей является теплостойкость (или красностойкость), то есть устойчивость против отпуска при нагреве инструмента в процессе работы. Различают инструментальные стали, не обладающие теплостойкостью (углеродистые и легированные стали, содержащие до 3 – 4 % легирующих элементов), полутеплостойкие (содержащие свыше 0,6 – 0,7 %C и 4 – 3 %Cr) и теплостойкие (высоколегированные стали ледебуритного класса, содержащие Cr, W, V, Mo, Co), получившие название
Основным элементом, определяющим высокую износостойкость инструментальных сталей, является углерод, так как твердость, а следовательно и износостойкость инструмента после термообработки зависит от содержания углерода в мартенсите. Наличие легирующих элементов в значительной степени влияет на прокаливаемость стали, а также увеличивает стабильность мартенсита при нагреве закаленной стали.
Развитие музыкальных способностей детей младшего школьного возраста ...
... школе. Предмет исследования: развитие музыкальных способностей детей на уроках музыки в процессе инструментального музицирования. Гипотеза: я предполагаю, что развитие музыкальных способностей учащихся младшего школьного возраста зависит от инструментального музицирования. Инструментальное музицирование – основная тенденция музыкального воспитания XXI века ...
Углеродистые инструментальные стали (У7, У8Г, У12А, У8ГА) маркируют буквой У (углеродистая): следующая за ней цифра – средняя массовая доля углерода в десятых доля процента, буква Г говорит о повышенном содержании марганца в данной стали, А – высококачественная, т.е. более чистая по сере и фосфору сталь.
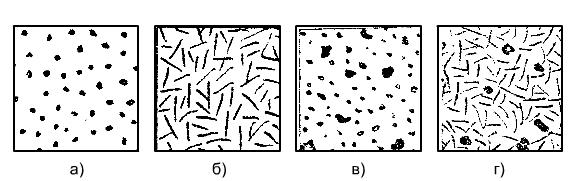
Рис. 1. Схема микроструктуры углеродистых
а) Сталь У8 после отжига – перлит зернистый
б) Сталь У8 после закалки и низкого отпуска – мартенсит отпуска
в) Сталь У12 после отжига – перлит зернистый + цементит вторичный
г) СтальУ12 после закалки и низкого отпуска – мартенсит отпуска +цементит вторичный
Доэвтэктоидные и эвтектоидные инструментальные стали в исходном (отожженном) состоянии имеют структуру зернистого перлита (рис. 1).
В структуре заэвтектоидных сталей дополнительно присутствует вторичный цементит. Стали с такой структурой имеют низкую твердость и хорошо обрабатываются резанием.
Термическая обработка.
Температура закалки у доэвтектоидных сталей должна быть выше верхней критической точки Ас 3 (t = Ас3 + 20 – 40), ?С, а у эвтектоидных и заэвтектоидных выше нижней критической точки Ас1 (t = Ас1 + 20 – 40), ?С, чтобы в результате закалки сталь получила мартенситную структуру. У заэвтэктоидных сталей при этом сохраняется вторичный цементит. Закалку проводят в воде или в водных растворах солей. После закалки инструментальные углеродистые стали подвергаются низкому отпуску при 150 – 170 ?С (рис. 2), снимающего значительную часть закалочных напряжений при сохранении высокой твердости. Формируется структура мартенсит отпуска. У заэвтектоидных инструментальных сталей в структуре дополнительно присутствует вторичный цементит (рис. 1).
Поскольку углеродистые стали обладают низкой прокаливаемостью, из них изготовляют в основном инструмент небольшой толщины (напильники, ножовочные полотна, хирургический инструмент).
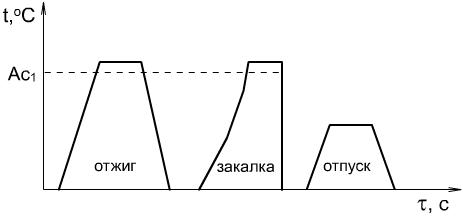
Рис. 2. График термической обработки заэвтектоидной инструментальной стали.
Углеродистые стали можно использовать в качестве режущего инструмента только для резания материалов с низкой твердостью и с малой скоростью резания, так как при нагреве выше 190 – 200 ?С их твердость резко снижается.
Легированная инструментальная сталь (X, 9X, 9XC, 6XBГ) производится в основном высококачественной, поэтому буква А в конце марки не ставится. Цифра в начале марки показывает среднюю массовую долю углерода в десятых долях процента. Если содержание углерода около 1 %, то цифра обычно отсутствует. Буквы означают легирующие элементы: А (внутри марки) – азот, В – вольфрам, Г – марганец, К – кобальт, М – молибден, Н – никель, С – кремний, Т – титан, Ф – ванадий, Х – хром. Цифры, стоящие после букв, показывают среднюю массовую долю легирующего элемента в целых процентах. Отсутствие цифры после буквы означает, что содержание этого легирующего элемента находится в пределах от 0,1 до 1 %. Легированные инструментальные стали подобно углеродистым не обладают теплостойкостью и пригодны только для резания относительно мягких материалов с небольшой скоростью. Их используют для инструмента, не подвергаемого в работе нагреву свыше 200 – 250 ?С. Легированные стали обладают большей прокаливаемостью, чем углеродистые.
«Мысль семейная» в эпизоде «Приезд Николая Ростова в отпуск» ...
... черты «ростовской породы». Эпизод приезда Николая Ростова с военной службы в отпуск отчетливо раскрывает это. Данный ... узнай сколько человек из твоей школы уже списали это сочинение. Смотрите также по ... в миниатюре» тех отношений, которые, на его взгляд, должны существовать в обществе. ... выскочило из другой, третьей двери»). Тем самым Толстой подчеркивает неразрывность, дружественность и единство Ростовых. ...
Низколегированные стали (11Х, 13Х) рекомендуются для инструментов диаметром до 15 мм, а стали повышенной прокаливаемостью (9ХС, ХВСГ) имеют большую теплостойкость (250 – 280) ?С, хорошие режущие свойства и сравнительно мало деформируются при закалке. Их используют для изготовления инструментов диаметром 60 – 80 мм.
Окончательная термическая обработка легированных сталей состоит из неполной закалки и низкого отпуска, подобно углеродистым (рис. 2).
При неполной закалке изделие нагревают до t = Ас 1 + (30 – 50) ?С, выдерживают и быстро охлаждают в масле или горячих средах, что уменьшает их коробление по сравнению с углеродистыми, охлаждаемыми в воде. Низкий отпуск проводят при температуре 150 – 180 ?С.
инструментальных легированных сталей после окончательной термической обработки состоит из отпущенного легированного мартенсита и легированного зернистого цементита, т.е. она качественно подобна структуре углеродистой заэвтектоидной инструментальной стали после аналогичной термообработки (рис. 1).
сталь маркируется буквой Р, а следующая за ней цифра указывает среднюю массовую долю главного легирующего элемента быстрорежущей стали – вольфрама (Р18, Р6М5, Р10К5Ф5).
Среднее содержание других легирующих элементов обозначается цифрой после соответствующей буквы. Среднее содержание хрома в большинстве быстрорежущих сталей составляет 4 % и поэтому в обозначении марки стали не указывается. Кроме того, не указывается содержание молибдена до 1 % по массе и ванадия, если его содержание меньше, чем молибдена.
Красностойкость в инструментальных сталях выражается способностью противостоять распаду мартенсита при высоких температурах. Красностойкость достигается за счет уменьшение термодинамической активности углерода. Чтобы получить красностойкость, нужно подавить диффузию углерода. А это достигается за счет введения карбидообразующих элементов. Основными элементами стали, обеспечивающими высокую красностойкость, являются W, Mo, V. Карбидообразующие элементы образуют в стали специальные карбиды: Me 6 C на основе W и Мо, МеС на основе V и Ме23 С6 на основе Сr.
стали относятся к карбидному (ледебуритному) классу. Их фазовый состав в отожженном состоянии представляет собой легированный феррит и карбиды Cr 7 C3 , Fe3 W3 C6 , VC, в которых также растворен ванадий. В феррите растворена большая часть хрома: почти весь вольфрам, молибден и ванадий находятся в карбидах. Количество карбидной фазы в быстрорежущих сталях достигает 22 – 30 %.
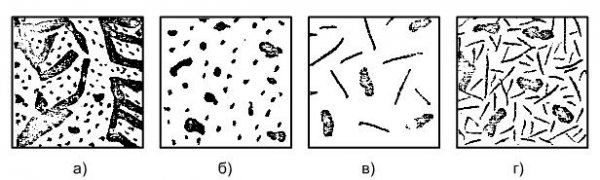
Рис. 3. Схема микроструктуы быстрорежущих сталей.
а) Литая и отожженная – сорбитообразный перлит + карбиды +
ледебуритная эвтектика
б) Горячедеформированная и отожженная – сорбитообразный
перлит + карбиды
в) Закаленная – мартенсит закалки + аустенит остаточный + карбиды
г) Отпущенная – мартенсит отпуска + карбиды.
В структуре литой бысторежущей стали присутствует сложная эвтектика, напоминающая ледебурит. В результате горячей механической обработки (ковки) сетка ледебуритной эвтектики дробится (рис. 3).
Для снижения твердости, улучшения обработки резанием и подготовки структуры стали к закалке после ковки быстрорежущую сталь подвергают отжигу при 800 – 860 ?С. Для придания теплостойкости стали инструменты подвергают закалке и многократному отпуску (рис. 4).
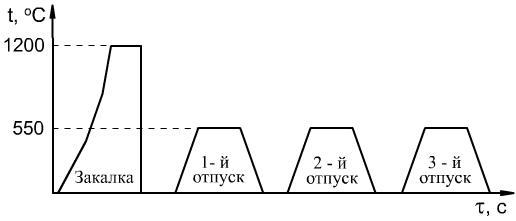
Рис. 4. График термической обработки
Режимы термической обработки инструментальных сталей приведены в табл. 1, 2, 3 в приложении.
Температура закалки быстрорежущей стали принимают в интервале 1200 – 1290 ?С. Высокие температуры закалки необходимы для более полного растворения карбидов и получения при нагреве аустенита, высоколегированного хромом, вольфрамом, молибденом и ванадием. Это обеспечивает получение после закалки мартенсита, обладающего высокой теплостойкостью. Однако даже при очень высоком нагреве растворяется только часть карбидов, примерно 30 – 60 % от имеющихся у различных марок быстрорежущих сталей.
Высоколегированный аустенит, полученный при нагреве под закалку, обладает большой устойчивостью, поэтому быстрорежущие стали имеют малую критическую скорость охлаждения (закалки) и могут закаливаться на воздухе. Однако на практике в качестве охлаждающей среды применяется масло.
быстрорежущей стали после закалки представляет высоколегированный мартенсит, содержащий 0,3 – 0,4 %С, нерастворенные избыточные карбиды и высоколегированный остаточный аустенит, составляющий 25 – 35 %. Поскольку остаточный аустенит понижает режущие свойства стали, его присутствие в готовом инструменте недопустимо.
После закалки следует отпуск при 550 – 570 ?С, вызывающий превращение остаточного легированного аустенита в легированный мартенсит и дисперсионное твердение в результате частичного распада мартенсита и выделения карбидов (рис. 3), что сопровождается увеличением твердости. Чтобы весь остаточный аустенит перевести в мартенсит и произошел отпуск вновь образовавшегося мартенсита, применяют многократный (чаще трехкратный) отпуск при 550 – 570 ?С.
Список литературы.
[Электронный ресурс]//URL: https://liarte.ru/kursovaya/tehnicheskaya-literatura-dlyaa-instrumentalnyie-stali/
-
И. И. Новиков Теория термической обработки металлов, М.: Металлургия, 1974 г., 397 ст.
-
М. И. Гольдштейн Специальные стали, М.: Металлургия, 1985 г., 401 ст.
-
В.С. Золоторевский Механические свойства металлов М.: Металлургия, 1983 г., 352 ст.
-
Лахтин Ю.М., Леонтьева В.П. Материаловедение, М.: Машиностроение, 1990 г., 528 ст.
-
http://www.mtomd.info/archives/1171
Приложение.
Таблица 1
Режим термической обработки инструментальных углеродистых сталей
|
Марка стали |
Отжиг |
Закалка |
Отпуск |
|||
|
Темпе ратура, °С |
Твердость НВ |
Температура, °С |
Среда охлаждения |
Температура, °С |
Твердость НRС |
|
|
У7 |
690 – 710 |
187 |
800 – 820 |
Вода |
150 – 160 |
62 |
|
У8 |
690 – 710 |
187 |
780 – 800 |
Вода |
150 – 160 |
62 |
|
У10 |
750 – 770 |
197 |
770 – 810 |
Вода |
150 – 160 |
63 |
|
У11 |
750 – 770 |
207 |
770 – 800 |
Вода |
150 – 160 |
63 |
|
У13 |
750 – 770 |
217 |
760 – 790 |
Вода |
150 – 160 |
63 |
Таблица 2
Режимы термической обработки инструментальных легированных сталей
|
Марка стали |
Отжиг |
Закалка |
Отпуск |
|||
|
Температура,°С |
Твердость HB |
Температура,°С |
Среда охл. |
Температура,°С |
Твердость HB |
|
|
X |
770 – 790 |
225 –207 |
830 –860 |
Масло |
180 – 200 |
66 – 59 |
|
9XC |
790 – 810 |
255 – 207 |
820 – 860 |
Масло |
140 – 160 |
60 – 62 |
|
XГСВФ |
790 – 810 |
228 – 196 |
820 –850 |
Масло |
140 – 160 |
61 – 63 |
|
ХГ |
780 – 800 |
241 – 197 |
800 – 830 |
Масло |
150 – 200 |
61 – 62 |
|
ХВГ |
770 – 790 |
255 –207 |
820 – 840 |
Масло |
160 – 180 |
62 – 63 |
|
ХВСГ |
790 – 810 |
229 –197 |
840 – 860 |
Масло |
160 – 180 |
62 – 63 |
|
ХСВФ |
830 – 850 |
228 –187 |
840 – 860 |
Масло |
170 – 180 |
61 – 63 |
|
3Х2В8Ф |
1140 – 1160 |
255 – 207 |
1120 – 1160 |
Масло |
550 – 560 |
45 – 51 |
|
4Х8В2 |
750 – 780 |
255 – 207 |
1120 – 1140 |
Масло |
550 – 560 |
49 – 51 |
Таблица 3
Режимы термической обработки быстрорежущих сталей
|
Марка стали |
Отжиг |
Закалка |
Отпуск |
|||
|
Тем-ра ?С |
Твердость НВ |
Тем-ра ?С |
Среда охл. |
Тем-ра ?С |
Твердость НВ |
|
|
Р18 |
830 – 850 |
207 – 255 |
1260 – 1300 |
Масло, соли |
550 – 570 |
64 – 65 |
|
Р10К5Ф5 |
840 – 860 |
285 |
1220 – 1240 |
Масло, соли |
575 – 585 |
65 – 67 |
|
Р9К5 |
840 – 860 |
269 |
1220 – 1240 |
Масло, соли |
555 – 565 |
65 – 67 |
|
Р6М3 |
830 – 850 |
207 – 235 |
1210 – 1230 |
Масло, соли |
555 – 565 |
65 – 66 |
|
Р18Ф2К8М |
850 – 870 |
263 – 277 |
1220 – 1260 |
Масло, соли |
560 – 570 |
67 – 68 |
|
Р9Ф5 |
840 – 860 |
269 |
1240 – 1260 |
Масло, соли |
575 – 585 |
65 – 67 |
|
Р14Ф4 |
850 – 860 |
269 |
1240 – 1260 |
Масло, соли |
575 – 585 |
67 – 68 |
|
Р18Ф2 |
840 – 860 |
269 |
1260 – 1380 |
Масло, соли |
575 – 585 |
67 – 68 |