Драгоценные камни с незапамятных времен завораживают человека, ослепляя его чудесным блеском граней, игрой света и изумительным оттенками окраски. Особую значение и огромную ценность многие камни приобрели после того, как человек научился их обрабатывать, придавая камням сложную и разнообразную огранку, подчеркивая этим лучшие из тех свойств, которые им дала природа.
В наше время природные и поделочные камни приобрели еще большую ценность в связи с тем, что их природные ресурсы катастрофически источаются. Спрос на природную и поделочные камни неудержимо растет во всех странах мира, цены на них стремительно повышаются, и поэтому становится вполне понятном стремлением человека научиться получать такие камни искусственным путем.
Для первобытного человека камень был и оружием, и инструментом. Наши далекие предки хорошо разбирались в его свойствах, изготавливая из вязкого базальта или нефрита прочные молотки, а из хрупкого с острыми сколами кремня или обсидиана — ножи, скребки, наконечники копий и стрел, по твердости, не уступающие стали. Из пирита и кремня высекались искры, разжигавшие огонь. Прозрачные и яркие камни — самоцветы — поражали воображение древних людей, они наделяли эти камни магической силой. Именно камень донес до нас скудные сведения о материальной культуре и быте людей палеолита — древнего каменного века.
Позднее камень стали использовать как строительный материал, и в этом качестве он служит человеку и сегодня, когда большинство сооружений возводится из кирпича и бетона — хотя и искусственного, но все же камня. Именно камень донес до нас скудные сведения о материальной культуре и быте людей палеолита — древнего каменного века.
В мире немало городов, возведенный из природного камня, а их величественные строения украшены внутри камнями-самоцветами.
Человек уже давно в далекой древности стал обращать внимание и на бесполезные, казалось бы, но яркие камни красивого цвета или рисунка, радующие глаза и развивающие эмоциональным мир.
В России издавна существовала богатая и своеобразная культура камня. Русский народ любил и понимал красоту цветного камня, умело использовал в строительстве его мягкие поделочные породы.
Уральское камнерезное искусство — одна из могучих и своеобразных ветвей русского народного прикладного искусства. Черты народности свойственны художественной обработке камня на Урале на всём протяжении её развития. Камнерезное искусство Урала, прежде всего, национально по своему происхождению.
Особенности профессионального типа «Человек – художественный образ»
... ужас, зато его конек – общение [12]. 1.2 Специфика профессии «человек - художественный образ» Чтобы говорить о профессиональном типе «человек – художественный образ», выделим основные черты, присущие профессионалам данной профессии психологические характеристики. О ...
Цель работы — на основе изучения традиций художественной обработки цветного камня на Урале изготовить письменный набор из природного камня.
Задачи работы:
- Проанализировать историю развития камнерезного искусства;
- Разработать эскиз в натуральную величину;
- Произвести расчет экономической части изделия;
- Изготовить изделия.
Работа состоит из четырех глав. В первой главе описывается Камнерезное искусство Урала. Во второй главе описывается материалы и оборудования, используемые в камнерезной мастерской по обработке природного камня. В третьей главе приведена расчетно-экономическая часть, расчет стоимости основных фондов, расчет стоимости амортизационных отчислений, расчет потребности и стоимости материалов, расчет потребности и стоимости электроэнергии, расчет фонда оплаты труда, расчет затраты на содержание и эксплуатацию оборудования. расчет себестоимости изделия из природного камня.
В четвертой главе приведена техника безопасности, общие правила положение техники безопасности на станке, техника безопасности при работе на станках в камнерезной мастерской, требование техники безопасности в аварийных ситуациях. В работу включен так же список использованной литературы и приложение.
Одним из наиболее «благородных» видов искусства является художественная обработка камня. В истории материальной культуры этот материал занимает особое место, так как отличается большой прочностью, что позволяет использовать его в строительстве и для создания предметов бытового и декоративного назначения.
Многочисленные приемы обработки камня, гипса и извести, разработанные многими поколениями старых мастеров, успешно применяют в своем творчестве современные художники.
От времени изготовления каменных орудий труда и охоты до более поздних периодов, когда строились уникальные дворцы и храмы из камня, мастер, владеющий техникой художественной обработки камня, оставался важной фигурой сложного творческого процесса. Высокий уровень владения этим искусством подтверждают многие древние памятники архитектуры. Сооружения Древней и Средневековой Руси, Армении, Грузии демонстрируют самобытные архитектурные решение и своеобразное украшение резьбой.
На Урале каменные вещи стали изготавливать в эпоху классицизма, хотя камнерезное производство начали налаживать еще при В.Н. Татищеве. К концу XVIII века в результате деятельности экспедиции по розыску цветных камней здесь было открыто много новых месторождений мрамора, яшмы и других пород. К этому же времени на Урале сложилось основное ядро мастеров и камнерезное искусство стало потомственным делом. 1762 году открывается Екатеринбургская гранильная фабрика, (рис.1).
В течение почти всего XVIII века крупные заказы выполнялись из более мягкого, чем яшма или агат, мрамора. В частности, уральцы сделали из него мраморные детали — ступени, плиты, поручни, колонны — для Смольного монастыря, Петергофа и многих построек Царского Села, а также множество деталей и украшений для знаменитого Мраморного дворца в Петербурге, построенного по проекту архитектора А. Ринальди. Из твердых пород (мурзинских топазов, сердолика, горного хрусталя) производили в XVIII веке только мелкие предметы — печати, мундштуки, табакерки, рукояти для кортиков и т.п.
Камнерезные изделия
... виды камнерезных художественных изделий из твердого камня украшаются мозаикой или инкрустацией по камню. Мозаика бывала ... реферата является раскрытие общих сведений о камнерезных изделиях, технологии обработки камня, разнообразия камней, требования к качеству изделий, камнерезного дела Тывы, о волшебном камне ... вазы из цветного камня разных пород (орлеца, белоречита, малахита, лазурита и яшмы), ...
С 1780-х годов Екатеринбургская шлифовальная фабрика полностью перешла на обработку твердых пород, а здешние мастера стали уверенно браться за сложные в производстве округлые формы.
Процесс обработки камня был трудоемким и многоступенчатым, изготовление изделий требовало осторожности и особой тщательности. Например, собираясь делать чашу из 1000-пудового монолита розового орлеца (родонита), екатеринбургские специалисты писали заказчику: «Камень этот, имеющий черноватые прослойки, не может обрабатываться отсечкою, хотя ускоряющей работу, но могущей раздробить камень по прослойкам, поэтому чаша, по получении заказа, может быть изготовлена не ранее четырех лет». В действительности же на изготовление этой вазы ушло не четыре, а десять лет упорного труда.
Сначала камни подвергали осечке стальными инструментами и резали пилами из листового железа. Если готовилось круглое изделие, то начальная обработка велась трубами или цилиндрами, также сделанными из листового железа. Пилы и сверла во время работы смачивались водой и наждаком. Так камень получал первое грубое оформление. Затем он поступал в детальную обработку на «обшарном» станке: камень прижимался винтами к вертящемуся деревянному шкиву. Камень, предназначенный для круглого изделия, напротив, укреплялся в центре, вращался вокруг своей оси и получал форму от соприкосновения с терками и брусками. После поделочной обработки приступали к шлифовке и полировке, (рис.2) Шлифовали наждаком и медными терками. Полировали оловянными терками или шкивами с треплом.
Для вещей, стенки которых украшались рельефными изображениями, делали сначала по рисунку модели из воска. После фигуры рисовались на камне медным карандашом, намечались резцом и уже, затем вытачивались, шлифовались и полировались.
Однако этот метод годился для изделий из мрамора, родонита, яшмы и не очень подходил для выявления особой красоты малахита и лазурита.
Изделия из малахита выполненные на Екатеринбургской гранильной фабрике отправлялись в Петербург большими партиями. Урал обладает лучшими и богатейшими в мире месторождениями малахита. На Гумешевском руднике около Полевского завода добывались куски до 1500 килограммов весом, а на руднике Меднорудянском в районе Нижнего Тагила была открыта глыба в 25 тонн. Впоследствии эта глыба, разбитая на куски весом по 2 тонны, была использована на облицовку знаменитого малахитового зала Зимнего дворца. Для изготовления малахитовых и лазуритовых изделий уральскими мастерами использовалась техника так называемой «русской мозаики».
Оказывается, огромные малахитовые вазы или столешницы изготовлены не из целого куска малахита: их объем делают из змеевика, мрамора или другого камня. Природные особенности малахита — обилие крупных и мелких пустот, посторонних включений, ноздреватость заставили в работе с ним отказаться от привычных представлений все о фасадной красоте камня, позволяющей выделывать объемные вещи. Малахит нарезают на тонкие плитки и пользуются им как облицовочным материалом: оклеивают приготовленную форму круглую, если это ваза, или плоскую (столешница).
На Западе такой прием — оклеивание простого камня пластинками дорогих пород был известен давно, однако оригинальность «русской мозаики» заключалась в том, что оклеивались вещи и с закругленной поверхностью: вазы, колонны, вещи с рельефной орнаментацией, а главное — колоссальные по размеру предметы.
Изделия из малахита, лазурита и яшмы, сделанные способом русской мозаики, были гордостью уральцев. В середине XIX века развивается повальная мода на малахит в отделке интерьеров: в 1830-1840-е годы из камня, употребляемого ювелирами, малахит превратился в материал архитектурного декора. В середине XVIII века в Екатеринбурге кроме изделий из мрамора делаются первые шаги по обработке твердых пород и изготовления из них различных художественных предметов. В 1750-1760-х годах расцветает мода на табакерки, к каждому костюму полагалась определенная табакерка, выполненная из самых разнообразных материалов: металла, кости, фарфора и проч. На Урале в больших количествах изготовлялись каменные табакерки.
В 1754 году ученики на Екатеринбургской «мельнице» под руководством И. Сусорова работали над изделиями более сложными по своим формам, чем табакерки, чарками и подносами разных форм из темно-зеленой яшмы и др. Освоение техники обработки твердых пород камня продолжается и в последующие годы под наблюдением С. Ваганова. В 1769 году уже обрабатывались небольшие круглые чаши из красного агата, голубых и черных яшм. В эти годы впервые встречаются сведения о том, что чаши делались «с выемкой нутра», т.е. полые. В производстве встречались и неожиданные изделия, например, столовые ложки из красной яшмы.
С 1780-х годов Екатеринбургская шлифовальная фабрика полностью переходит на обработку только твердых пород. В начале сентября 1782 года из Петербурга был получен приказ об изготовлении ваз и специальные рисунки. Для каждого рисунка подбирались подходящие камни, главным образом яшмы темных, сдержанных цветов. Классицизм с его культом четкости и архитектоничности форм определяет стиль уральских изделий 1770-1780-х годов. В середине XVIII века произведения уральских мастеров еще не играли такой роли в убранстве интерьера, как в завершающие век десятилетия, когда интерьеры украшают каменные статуи, вазы, торшеры. В 1780-х годах фабрика в Екатеринбурге начинает создавать каменные вазы, которыми прославилась история русского камнерезного дела.
Наибольший расцвет производства на Екатеринбургской фабрике приходится на первую половину XIX века. В эти годы каменные вазы, чаши, обелиски и торшеры создавались по проектам крупнейших российских архитекторов.
Екатеринбургская гранильная фабрика — основана в 1765 как государственное предприятие, находившееся в ведении Царского двора. Предшественница Екатеринбургской гранильной фабрики — шлифовальная фабрика («мельница») на берегу Исетского пруда для обработки уральских мраморов <#»807470.files/image001.gif»>
Рисунок 5 — Распиловочный станок КС-1А
Станок шлифовально-полировальный предназначен для шлифовки, доводки и полирования деталей, изделий из камня. В качестве рабочего органа используется чугунная планшайба, в качестве абразива применяют карбид кремния — электрокорунд разной зернистости, (рис.6).

Рисунок 6 — Шлифованный станок
При выполнении полировальных работ используют войлочные и фетровые круги. Для получения зеркального блеска используют порошок окись хрома, (рис.7).

Рисунок 7 — Полировальный станок
Подрезной станок СКРН предназначен для раскроя фанеры на заготовки заданного размера, а также для придания заготовкам формы куба, ромба и т.д. Мастер имеет возможность визуально наблюдать за процессом раскроя деталей. В качестве охлаждающей жидкости используют воду, уровень воды определяют визуально, (рис.8).
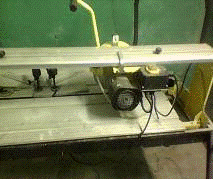
Рисунок 8 — Подрезной станок
Абразивно-алмазные инструменты. В абразивно-алмазных инструментах (отрезных и шлифовальных кругах, головках, брусках и так далее) абразивным материалом является алмазный порошок, зерна которого закрепляются методом порошковой металлургии или гальваническим методом. Алмазные круги состоят из стального, дюралюминиевого или пластмассового корпуса и алмазного слоя, в который входят алмазный порошок, связка и наполнитель. Конструкция и форма корпуса соответствуют форме рабочей части круга и обеспечивают крепление его на станке. Главными характеристиками алмазоносного слоя являются зернистость порошка, вид связки и концентрация в ней алмаза. Круги имеют диаметр от 100 до 200 мм и толщину от 1 до 2,2 мм. Абразивные круги отличаются также размерами абразивного зерна.
При обдирке в качестве абразивов используется толченый песок, гранат, наждак и другие твердые материалы. Среди не дорогих и доступных абразивов до сих пор предпочтение отдается карбиду кремния — исключительно твердому веществу. Порошки применяются при шлифовке на планшайбах. О размере частиц абразивного порошка можно судить по номеру зерна — чем меньше номер, тем больше размер зерна. — №20 мкм.
При доводке применяется порошок М12. При обдирке больших поверхностей лучше применять порошок №40 или 60 мкм, чтобы ускорить первоначальное выравнивание поверхности. Поверхности размером около 200 мм в поперечнике довольно быстро абразивом №10 мкм, но поскольку редко приходится обрабатывать столь большие камни, для большей части своих работ они с успехом могут применять абразив. Полирующие материалы. Полировальные пасты состоят из тонких абразивных порошков (окись хрома, карбид кремния).
Пасты на основе оксида хрома называются пастами ГОИ.
Представляют собой, как правило, оксиды (окиси) и диоксиды (двуокиси) металлов, а также алмаз, карбонат кальция и другие. Один из самых распространенных и универсальных полирующих материалов — порошок белого или розоватого цвета оксид алюминия (отмученный глинозем).
Обладая прекрасной полирующей способностью, он к тому же не пачкает камень. Изделия и детали из яшмы, полируют оксидом алюминия, как на деревянных, так и на кожаных кругах.
Таблица 1 Технологическая карта
|
№ |
Технологическая операция |
Схема рисунок |
Инструменты и оборудование |
|
1 |
Полевое обогащение |
|
Молоток, металлическая щетка, вода |
|
2 |
Распиливание камня на блок |
|
|
|
3 |
Распиливание камня на пластин |
|
КС-1А, охлаждающая жидкость, алмазный диск Ш 400 |
|
4 |
Выпаривание камня |
|
Электроплита 380V |
|
5 |
Проклевание камня |
|
Электроплита 380V, эпоксидный клей |
|
6 |
Распиловка заготовок письменного набора |
|
СКРН, вода, карандаш, линейка алмазный диск Ш 250 |
|
7 |
Шлифование и доводка внутренний стороны стаканчика |
|
М20, вода, угольник 90° |
|
8 |
Полировка внутренней стороны стаканчика |
|
М12, окись хрома, вода, |
|
9 |
Сборка стаканчика |
|
Эпоксидный клей, электроплита 380V |
|
10 |
Шлифование и доводка внешний стороны стаканчика |
|
М20, М12, вода, угольник 90° |
|
11 |
Полировка внешний стороны стаканчика |
|
Окись хрома, вода |
|
12 |
Распиловка камня для подставки |
|
КС-1А, охлаждающая жидкость |
|
13 |
Шлифование и доводка подставки |
|
М20, угольник 90°, вода, М12 |
|
14 |
Полировка подставки |
|
Окись хрома, вода |
|
15 |
Приклеивание стаканчика на подставку |
|
Эпоксидный клей, электроплита 380V |
|
16 |
Приклеивание герба в стаканчика |
|
Эпоксидный клей, электроплита 380V |
|
17 |
Приклеивание визитницу и ручку на подставку |
|
Эпоксидный клей, электроплита 380V |
|
18 |
Распиловка камня для календарницы |
|
КС-1А, охлаждающая жидкость |
|
19 |
Шлифование и доводка календарницы |
|
М20, вода, угольник 90°, М12 |
|
20 |
Полировка календарницы |
|
Окись хрома, вода |
|
21 |
Приклеивание пластин на подставку для календарницы |
|
Эпоксидный клей, электроплита 380V |
|
22 |
Сверлить отверстие для календарницы |
|
Сверловочный станок, сверло, вода |
|
23 |
Поставить металлическую основу календарницы |
|
|
|
24 |
Готовые изделия |
|








Стоимость зданий и сооружений определяется по формуле:
Сбал=С1м3*V+Cc-т. р. +Сп-и. р, руб.;
Где С1м3 — стоимость 1м3 здания, руб.;Объем здания, м3;
Сс-т. р — стоимость санитарно-технической работ (20% от стоимости всего здания), руб.;
Сп-и. р. — стоимость проектно-изыскательских работ (8% от стоимости всего здания), руб.
Полученные сводим в таблицу.
Таблица 2
|
Наименование зданий и сооружений |
Стоимость 1м3 здания, руб. |
Объем здания, м3 |
Стоимость всего здания, руб. |
Дополнительные затраты, руб. |
Балансовая стоимость здания, руб. |
|
|
на санитарно-технический работы |
На проектно-изыскательские работы |
|||||
|
1. Камнерезный цех |
500 |
544 |
272000 |
54400 |
21760 |
348180 |
|
Итого: |
— |
— |
272000 |
54400 |
21760 |
348180 |
Стоимость оборудования определяется по формуле:
Сбал=Цопт+Зтр+Зм+Зз-с. р, руб.;
где Цопт — оптовая цена оборудования, руб.;
Зтр — затраты на транспортировку (10% от стоимости оборудования), руб.;
Зм — затраты на монтаж (30% от стоимости оборудования), руб.;
Зз-с. р. — затраты на заготовительно-складские работы (1-5% от стоимости оборудования), руб.
Таблица 3
|
Наименование оборудования |
Количество оборудования, шт. |
Стоимость единицы оборудования, руб. |
Стоимость всего оборудования, руб. |
Дополнительные затраты, руб. |
Балансовая стоимость, оборудования, руб. |
||
|
на транспортировку |
на монтаж |
на заготовительно-складские работы |
|||||
|
1. КС-1А |
1 |
52000 |
52000 |
5200 |
15600 |
520 |
73320 |
|
2. СКРН |
1 |
8000 |
8000 |
800 |
2400 |
80 |
11280 |
|
3. Шлифовальный |
1 |
18250 |
18250 |
1825 |
5475 |
182,5 |
25732,5 |
|
4. Полировальный |
1 |
19650 |
19650 |
1965 |
5895 |
196,5 |
27706,5 |
|
5. Сверловочный |
1 |
20000 |
20000 |
2000 |
6000 |
200 |
28200 |
|
Итого: |
— |
— |
98250 |
9825 |
29475 |
982,5 |
166239 |
Стоимость амортизационных отчислений при линейном способе определяется по формуле:
А=Сбал*Н/100, руб.;
где Сбал — балансовая стоимость основных фондов, руб.;
Н — норма амортизационных отчислений (определяется исходя из срока лет полезного использования основных фондов), %.
Полученные данные сводим в таблицу.
Таблица 4
|
Наименование зданий и сооружений |
Балансовая стоимость здания, руб. |
Норма амортизационных отчислений, % |
Сумма амортизационных отчислений, руб. |
Сумма амортизационных отчислений на одноизделие |
|
1. Камнерезный цех |
348180 |
2,5 |
8704,50 |
17,41 |
|
Итого: |
— |
— |
8704,50 |
17,41 |
Полученные данные сводим в таблицу.
Таблица 5
|
Наименование оборудования |
Балансовая стоимость оборудования, руб. |
Норма амортизационных отчислений, % |
Сумма амортизационных отчислений, руб. |
Сумма амортизационных отчислений на одно изделие, руб. |
|
1. КС-1А |
73320 |
10 |
7332 |
14,66 |
|
2. СКРН |
11280 |
10 |
1128 |
2,25 |
|
3. Шлифовальный |
25732,5 |
10 |
2573,25 |
5,14 |
|
4. Полировальный |
27706,5 |
10 |
2770,65 |
5,54 |
|
5. Сверловочный |
28200 |
10 |
2820 |
5,64 |
|
Итого: |
— |
— |
13644,15 |
33,23 |
Полученные данные сводим в таблицу.
Таблица 6
|
Наименование материалов |
Единица измерения |
Норма расхода материала |
Цена за единицу материала, руб. |
Стоимость материала, руб. |
|
1. Яшма |
кг |
0,9 |
100 |
90 |
|
2. Долерит |
кг |
0,8 |
200 |
|
|
3. Литье |
шт. |
6 |
60 |
360 |
|
4. Эпоксидный клей |
шт. |
1 |
100 |
100 |
|
5. Диск ш 400 |
шт. /ч |
12 |
2500 |
85,22 |
|
6. Диск ш 250 |
шт. /ч |
20 |
500 |
28,40 |
|
7. Окись хрома |
кг. |
0,5 |
90 |
90 |
|
8. Порошок М12 |
кг. |
1 |
50 |
50 |
|
9. Порошок М20 |
кг. |
1 |
90 |
90 |
|
Итого: |
— |
— |
— |
1093,62 |
Стоимость электроэнергии определяется по формуле:
Рэл=п*Кисп*Соs*ФРВ*W*Ц1кВтч, руб.;
где п — количество потребителей, шт.;
Кисп — коэффициент использования оборудования; — коэффициент мощности;
ФРВ — фонд рабочего времени, ч;
- Мощность единицы оборудования, кВт;
Ц1кВтч — стоимость 1 кВтч электроэнергии, руб.
Полученные данные сводим в таблицу.
Таблица 7
|
Наименование потребителей |
Количество потребителей |
К исп |
Cos ФРВ, чМощность, кВт |
Стоимость одного кВтч электроэнергии, руб. |
Стоимость электроэнергии, руб. |
||||
|
Единицы оборудования |
Всего оборудования |
||||||||
|
1. КС-1 |
1 |
0,75 |
0,93 |
12 |
1,5 |
1,5 |
4,07 |
51,09 |
|
|
2. СКРН |
1 |
0,75 |
0,93 |
20 |
1,5 |
1,5 |
4,07 |
85,16 |
|
|
3. Шлифовальный |
1 |
0,75 |
0,93 |
55 |
1,5 |
1,5 |
4,07 |
234, 20 |
|
|
4. Полировальный |
1 |
0,75 |
0,93 |
83 |
1,5 |
1,5 |
4,07 |
353,43 |
|
|
4Сверловочный |
1 |
0,75 |
0,93 |
2 |
1,5 |
1,5 |
4,07 |
8,51 |
|
|
Итого: |
— |
— |
— |
172 |
— |
6 |
16,28 |
723,88 |
|
Таблица 8
|
Наименование специальности |
Количество, Чел. |
Часовая тарифная ставка, руб. |
ФРВ, ч |
Оплата по тарифу, руб. |
Районный коэффициент, руб. |
Основной фонд оплаты труда, руб. |
Дополнительный фонд оплаты труда, руб. |
Общий фонд оплаты труда, руб. |
|
1. Художник-мастер |
1 |
28,3 |
172 |
4867,6 |
730,14 |
5597,74 |
559,77 |
6157,51 |
|
Итого: |
— |
— |
— |
4867,6 |
730,14 |
5597,74 |
559,77 |
6157,51 |
Таблица 9
|
Наименование затрат |
Укрупненный показатель или № таблицы |
Величина затрат, руб. |
|
1. Заработанная плата рабочих |
таблица 8 |
6157,51 |
|
2. Отчисления от заработной платы |
26% от п.1 |
1600,95 |
|
3. Амортизация оборудования |
таблица 5 |
33,23 |
|
4. Затраты на запчасти |
30% от п.1 |
1847,25 |
|
5. Учтенные расходы |
п.1+п.2+п.3+п.4 |
9638,94 |
|
6. Неучтенные расходы |
10% от п.5 |
963,89 |
|
Итого: |
— |
10602,83 |
Таблица 10
|
Наименование затрат |
Укрупненный показатель или № таблицы |
Величина затрат, руб. |
|
1. Затраты на материалы |
таблица 6 |
1093,62 |
|
2. Затраты на электроэнергию |
таблица 7 |
723,88 |
|
3. Затраты на содержание и эксплуатацию оборудования |
таблица 9 |
10602,83 |
|
4. Амортизация зданий |
таблица 4 |
17,41 |
|
5. Затраты на составление эскиза |
30% от (п.1+п.2+п.3+п.4) |
3731,32 |
|
Итого: |
— |
16169 |
Вывод: в результате расчетов получил затраты на составление эскиза и выполнение письменного набора Сумерки в размере 16169 рублей.
1) К самостоятельной работе на станках допускаются лица, прошедшие инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья.
2) При работе на камнерезных станках соблюдать правила внутреннего трудового распорядка, установленные режимы труда и отдыха.
) При работе на станках должна использоваться следующая спецодежда и индивидуальные средства защиты: халат хлопчатобумажный, берет (косынка), защитные очки. На полу около станка должна быть решетка с диэлектрическим ковриком.
) В мастерской должна быть медицинская аптечка с набором необходимых медикаментов и перевязочных средств, для оказания первой помощи при травмах.
) При несчастном случае пострадавший или очевидец несчастного случая обязан немедленно сообщить преподавателю. При неисправности оборудования прекратить работу и сообщить об этом преподавателю.
) В процессе работы соблюдать правила ношения спецодежды, пользования средствами индивидуальной и коллективной защиты, соблюдать правила личной гигиены (в т. ч. коротко остриженные ногти), содержать в чистоте рабочее место.
Требования безопасности перед началом работы:
а) Надеть спецодежду, волосы тщательно заправить под берет.
б) Убедиться в наличии и надежности крепления алмазного круга и концов шпинделя.
в) Проверить наличие и надежность соединения защитного заземления с корпусом станка.
г) Убедиться в отсутствии трещин и сколов на алмазном круге.
е) Проверить исправную работу станка на холостом ходу, отступив в сторону от опасной зоны напротив круга.
1) При работе на шлифовальном станке возможно воздействие на работающих следующих опасных и вредных производственных факторов:
- травмирование движущимися частями станка
- травмирование осколками камнерезного материала
- засорение верхних дыхательных путей каменной пылью при отсутствии вентиляции
2) При работе на отрезном станке возможно воздействие на работающих следующих опасных производственных факторов:
- отсутствие защитного кожуха алмазного круга;
- травмирование глаз (ранение, засорение);
- ранения осколками абразивного круга или каменного материала из-за большого зазора между площадкой станка для размещения каменного материала и абразивным кругом или из-за не плотного прижатия каменного материала к площадке, размещения его под углом к площадке;
- захват одежды или волос вращающимися деталями станка;
- неисправности электрооборудования станка и заземления его корпуса.
При работе надежно удерживать каменный материал руками, плавно, без рывков и больших усилий подводить его к алмазному кругу.
) Во избежание засорения глаз частицами алмазного круга и каменного материала не производить работу без защитных очков.
) Не наклоняться близко к вращающемуся алмазному кругу.
) Не определять на ощупь целостность вращающегося алмазного круга. Качество обработки каменного материала определять после того, как он отведен от круга и выведен в безопасную зону.
) Не производить работу на неисправном алмазном круге и при большом его биении.
) Не производить заточку каменного материала на боковой поверхности алмазного круга, не стоять в направлении плоскости его вращения.
) Не класть на корпус станка инструмент и другие предметы.
) Не оставлять работающий станок без присмотра.
1) При возникновении неисправности в работе станка, появлении сильного биения алмазного круга, а также при неисправности заземления корпуса станка прекратить работу, отвести материал от алмазного круга и выключить станок. Работу продолжать только после устранения неисправности.
2) При загорании электрооборудования станка немедленно выключить станок и приступить к тушению очага возгорания углекислотным, порошковым огнетушителем или песком.
) При получении травмы оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение и сообщить об этом преподавателю.
Требования безопасности по окончании работы.
Камень — один из самых долговечных материалов. Камень всегда интересовал человека и у каждого человека своё представление о камне. Для художника, работающего с камнем, это не только прекрасный поделочный материал, но и частица земной красоты, не иссекаемый источник поэзии. Камень будет воображение, подсказывая художнику подчас самые неожиданные пластические и цветовые решения. Даже невзрачные камушки могут сослужить художнику неоценимую службу.
При выполнении работы была рассмотрена и изучена история развития камнерезного искусство Урала и общая характеристика екатеринбургской гранильной фабрики. И это послужило основой для изготовления письменного набора из природного камня.
Красота яшмы — свидетельство богатства и щедрости Природы. Изделия из неё — воплощение мастерства, трудолюбия, духовности человека. И для художника-камнереза, и для историка камня, и для этнографа, изучающего ремесло камнереза, и для искусствоведа — яшма активно участвует в человеческой жизни, будоражит научную, техническую, творческую мысль и чувство. При встрече с ней в каждом пробуждается художник. Созерцая яшму, попадаешь под «настроение» её колорита, видишь и «читаешь» в ней что-то своё, личное настолько богата цепь причудливых ассоциаций, которые неизменно рождаются при встрече с этим камнем. И именно этот камень был выбран для выполнения письменного прибора.
И в наши дни искусство обработки камня вновь прочно входит в жизнь, особенно в нашей стране, где проблема украшения интерьеров современных зданий стоит так остро, произведения мастеров предшествующих эпох вызывают заслуженный интерес, а их изучение приобретает практическое значение. А изделия из камня популярны не годы, не десятилетия и даже не века. Подобрать изделия из натуральных камней, хорошо вписывающиеся в интерьер, не составит труда. Ведь камни отличаются большим разнообразием расцветок и оттенков, и одно изделие из камня будет отличаться от другого даже, если это изделия из камня одного наименования и дизайна.
В этой работе рассмотрена лишь малая часть этого поистине уникального, древнего, самобытного искусства камнерезного дела. Время не стоит на месте, рождаются на свет новые мастера, появляются новые стили и направления, открываются новые школы, в которых обучают мастерству каменного дела. Преемственность поколений сохраняется. И настоящим мастером является тот, кто искренне любит, ценит, бережет свою родную землю. Только тому природа приоткроет свои тайны и покажет всю красоту, при помощи этого вида искусства.
В данной работе были изучены разные эпохи, направления обработки цветного камня и на этой основе был разработан эскиз письменного прибора. Изучение технологий и соблюдение процесса изготовления, позволило изготовить письменный набор из природного камня. В работе также описано поэтапное изготовление письменного набора из природного камня. Описаны материалы и оборудование необходимое для изготовления письменного набора в камнерезной мастерской.
1. Андреев В.Н. Материаловедение камнеобработки. Абразивы М.Л. 1939.
2. Аринштейн И. Цветные камни Урала. — Свердловск: Средне уральское книжное издательство, 1986
. Артюшина В. Сокровища уральских недр. Справочник путеводитель Свердловск, 1957
. Белецкая Э.И. Художественная обработка цветного камня. М., 1983
. Бахов Л.С., Муталов М.Г. «Цветные облицовочные камни Башкирии». Уфа; 1986.
. Виннер А.В. Материалы и техника мозаичной живописи. М., 1953
. Граматчиков. Исторические и практические сведения о Екатеринбургской шлифовальной фабрике и мраморном Горнощитском заводе // Горный журнал. — 1827. — № 3.
. Герчикова И.Н. Международные экономические организации, изд. АО «Консалтбанкир», г. Москва, 2000.
. Козлов А. Уральский механик Иван Сусоров // Уральский рабочий. — 1951. — 17 июля.
. Киевленко Е.Я. Декоративные разновидности цветного камня. — М., 1989
. Кобелев Н.Б. Организация ремесленной деятельности, изд. ООО «Издательский Дом БОН», г. Москва, 2000.
. Никитин Ю.В. Поделочные камни и их обработка. — Л.: Наука, 1970.
. Ремесла. Энциклопедия земли Вятской, том 10, под редакцией Ситникова В.А., изд. «Вятка», г. Киров, 2000.
. Ягенуль И.Н. Промысловые синдикаты, Москва, 1895.
15. Интернет ресурс — #»807470.files/image029.gif»>
Приложение Б

Рисунок 1 — Екатеринбургская гранильная фабрика
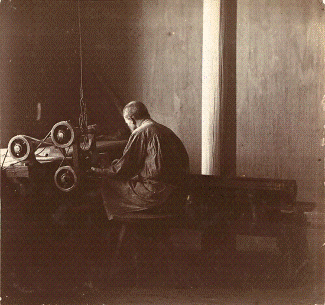
Рисунок 2 — Полировка изделий. Екатеринбургская гранильная фабрика 1783 год.
Рисунок 3 — Письменный набор сделанный в Екатеринбургской гранильной фабрике.

Рисунок 4 — Ваза малахитовая выполненный в 1748 года в Екатеринбургской гранильной фабрики.